等离子+MIG对钢的复合焊接效果

10mm低碳钢 无间隙
10mm低碳钢2mm间隙无坡口对焊,一次完成。
焊接速度:0.6m/min。
如需要保证焊透,需要加装衬板。

15mm 低碳钢 无间隙
15mm 低碳钢2mm间隙无坡口对焊,两次完成。
第一道,打底焊接,焊接速度:0.5m/min。
第二道盖面填充层,焊接速度:0.5m/min。
25mm不锈钢 双V型坡口
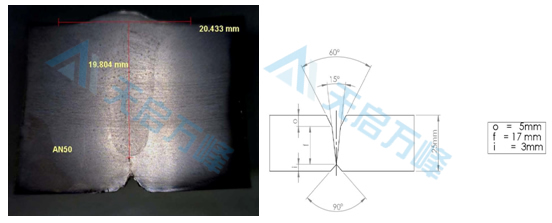
25mm不锈钢,SAE321对焊试验,一道完成。需要开坡口,上图详细标出坡口尺寸。一道完成焊缝,需要对技术非常的熟悉。才能在保证不焊穿的情况下,完成完整的焊缝。且无法完成仰焊位置的焊接操作。

38mm 不锈钢厚板X型坡口
等离子+MIG/MAG和SAW焊,焊接厚度达到38mm,X型坡口焊缝(4mm钝边),内外两道焊接即可焊接完成,焊接速度0.6m/min。焊缝质量良好,无明显气孔,裂纹缺陷。

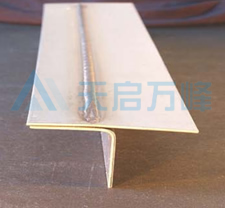
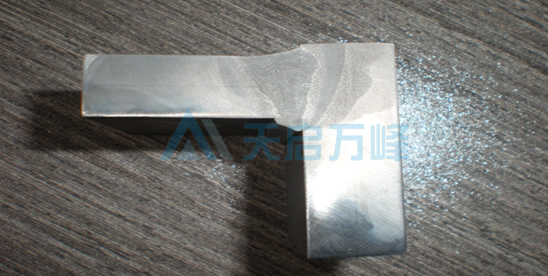
10mm 低碳钢 角焊
熔深增加,斜楔形的咬合焊缝提高了焊缝的抗疲劳强度,不存在夹杂,气孔,裂纹等重大缺陷。
2.4mm 不锈钢 搭焊
完全焊透,未出现烧穿现象,焊接过程稳定。焊缝物理化学性质均达到工件要求。焊接速度;3m/min。

铸铁和低碳钢焊接
焊缝美观,焊接过程稳定,无裂纹倾向、无气泡、咬边。焊接速度;1.3m/min。

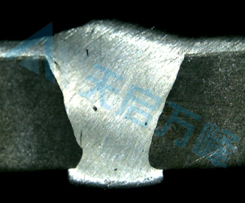
12mm 高强钢角焊
使用等离子+MIG复合焊接系统专用焊枪。进行角焊,焊接速度:0.5m/min 、等离子电流120A 、MIG电流420A。
复合钢板 焊接
单道焊接不锈钢碳钢复合钢板,复合钢板,厚度5毫米,不锈钢复合层厚度1毫米,焊接速度达到每分钟1.5米以上(1.5米/分钟)。

1mm 搭边焊
针对厚度0.8毫米的超高强钢板进行熔透焊和搭边焊,最大允许间隙达1毫米。采用设备等离子+MIG复合焊接系统标准型主机,标准型焊枪。断续焊,焊接速度:0.5m/min。送丝速度:6m/min 焊接电流——等离子电流50A MIG电流120A。

不锈钢钎焊
铜钎焊连接不锈钢板材,0.8+1.0mm,焊接速度5m/min,焊接完成后焊缝成型美观,零件热输入小,不会产生热变形。

镀锌板钎焊
镀锌板钎焊可以用于白车身焊接等需要用镀锌板的场合,焊接效果仅次于激光钎焊。
中厚板高强钢焊接
等离子+MIG复合焊接系统进行焊接中厚板高强钢最大的优势在于无需焊前预热和层间预热,焊接效率比MIG提高2倍以上,焊接质量优于埋弧焊,单道焊接能力大。

使用等离子+MIG复合焊接系统焊接起重机吊臂箱型梁,该箱型梁长度6-10米,板材厚度12mm,板材屈服强度960MPa。坡口角度24°,焊接速度0.5m/min,单道成型。

上图为焊接完成后的正面和背面成型。
上图为焊缝断面图。
等离子+MIG复合焊接焊技术在高强钢的焊接,是有非常大的优势的。它无需预热节省了焊前的准备时间提高了效率,省去了预热设备节省成本。单道成型,无需多层多道焊接,节省焊接工作时间,且焊接完成后获得的焊接接头质量良好,无气孔、无夹渣、无明显的裂纹。接头韧性,强度均能达到单一焊接的同等质量甚至更高。
不锈钢管道对接
使用等离子+MIG复合焊接系统焊接不锈钢最大的优势在于能够有效的控制热输入,进而能够很好的控制焊接后零件变形。

该不锈钢管道材质为不锈钢316L,厚度12mm,采用两道焊接,第一道打底要保证背部成型,第二道进行填充和盖面。

第一道完成后正面和背面焊缝成型。

第二道焊接完成后成型。
等离子+MIG复合焊接焊技术在不锈钢的焊接,是有非常大的优势的。它在大熔深的优势下还能很好的控制热输入,焊接热影响区窄,零件变形小。接头机械性能和外观均符合要求。